

Конструкция для формирования пустотных плит
Эта статья предоставляет исчерпывающую информацию о конструкции для формирования пустотных плит, охватывая все аспекты: от выбора подходящих материалов и технологий до практических советов по оптимизации процесса. Вы узнаете о различных типах опалубки, необходимых инструментах и шагах, которые нужно предпринять для успешного создания пустотных плит. Мы рассмотрим преимущества и недостатки каждого метода, а также поделимся полезными рекомендациями, чтобы помочь вам достичь оптимальных результатов при формировании этих важных строительных элементов.
Что такое пустотные плиты и зачем они нужны?
Пустотные плиты — это железобетонные плиты перекрытий с внутренними пустотами, которые значительно уменьшают вес конструкции, снижая нагрузку на фундамент и несущие элементы здания. Они широко применяются в строительстве жилых, общественных и промышленных зданий благодаря своей высокой прочности, долговечности и экономичности.
Основные типы конструкций для формирования пустотных плит
Существует несколько основных способов формирования пустотных плит, каждый из которых имеет свои особенности:
1. Опалубка с использованием вынимаемых сердечников
Этот метод подразумевает использование специальных конструкций для формирования пустотных плит, которые вставляются в опалубку перед заливкой бетона. После затвердевания бетона сердечники извлекаются, образуя пустоты. Сердечники могут быть выполнены из различных материалов, таких как пластик, пенопласт или надувные элементы. Этот способ обеспечивает высокую точность размеров пустот и позволяет создавать плиты сложной формы.
2. Опалубка с использованием невынимаемых сердечников
В этом случае сердечники остаются внутри плиты после затвердевания бетона. Они могут быть изготовлены из различных материалов, например, из гофрированного картона или специального пластика. Преимуществом этого метода является упрощенный процесс производства, но прочность и долговечность плиты могут несколько снизиться в зависимости от используемого материала сердечника.
3. Виброформирование
Метод виброформирования предполагает использование вибрирующих форм для уплотнения бетона и формирования пустот. Этот способ подходит для крупносерийного производства и обеспечивает высокую производительность. Однако, точность размеров пустот может быть ниже, чем при использовании вынимаемых сердечников.
Выбор материалов и инструментов
Для успешного формирования пустотных плит необходимо правильно подобрать материалы и инструменты:
Бетон
Рекомендуется использовать бетон класса прочности не ниже B25 (M350). Важно учитывать марку морозостойкости и водонепроницаемости бетона в зависимости от климатических условий и условий эксплуатации здания.
Арматура
Используется арматура различных диаметров и классов прочности, в зависимости от расчетных нагрузок. Рекомендуется использовать арматурную сталь класса A-III (A400) или A-II (A300).
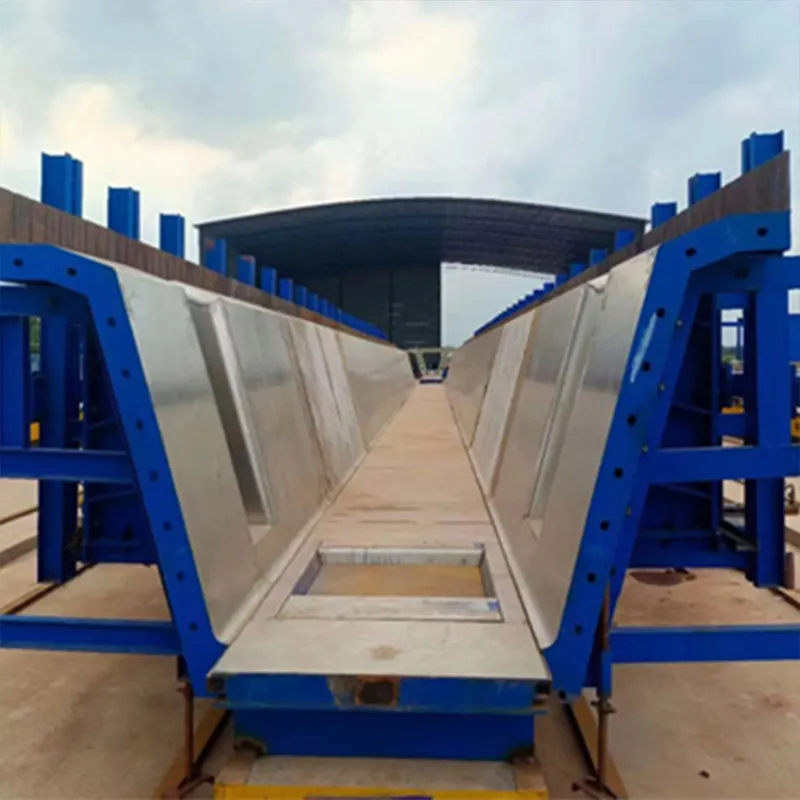
Опалубка
Для опалубки могут использоваться стальные, деревянные или пластиковые формы. Важно обеспечить прочность и жесткость опалубки, а также точность геометрических размеров.
Сердечники
Как упоминалось ранее, сердечники могут быть вынимаемыми или невынимаемыми. Выбор материала сердечников зависит от технологии производства и требований к прочности и долговечности плиты.
Инструменты
Помимо основных материалов, потребуются следующие инструменты: бетономешалка, виброрейка, вибратор, инструменты для резки и гибки арматуры, измерительные приборы, крепежные элементы и средства защиты.
Процесс формирования пустотных плит: пошаговая инструкция
Процесс формирования пустотных плит включает в себя следующие этапы:
1. Подготовка опалубки
Опалубка собирается в соответствии с чертежами. Необходимо проверить точность размеров и обеспечить герметичность.
2. Установка арматуры
Арматура устанавливается в соответствии с проектом, обеспечивая требуемую прочность и жесткость плиты.
3. Установка сердечников (если применимо)
Сердечники устанавливаются в опалубку, обеспечивая заданную форму и размеры пустот.
4. Заливка бетона
Бетон заливается в опалубку, равномерно распределяясь по всей площади. Важно обеспечить правильное уплотнение бетона, используя виброрейку или вибратор.
5. Уплотнение бетона
Для удаления воздуха и обеспечения однородной структуры бетона применяется вибрация.
6. Выдерживание бетона
После заливки бетон выдерживается в течение определенного времени (обычно не менее 28 дней) для набора прочности. В этот период необходимо обеспечить правильный уход за бетоном, включая увлажнение.
7. Извлечение сердечников (если применимо)
После набора прочности, сердечники извлекаются (если они вынимаемые).
8. Распалубка
После достижения необходимой прочности плиты распалубливаются.
Преимущества и недостатки различных методов
Различные методы формирования пустотных плит имеют свои преимущества и недостатки:
| Метод | Преимущества | Недостатки |
|---|---|---|
| Опалубка с вынимаемыми сердечниками | Высокая точность размеров, возможность создания плит сложной формы. | Более сложный процесс производства, необходимость извлечения сердечников. |
| Опалубка с невынимаемыми сердечниками | Упрощенный процесс производства. | Прочность и долговечность плиты могут быть снижены. |
| Виброформирование | Высокая производительность, подходит для крупносерийного производства. | Менее точные размеры пустот. |
Советы по оптимизации процесса
Для повышения эффективности и качества формирования пустотных плит рекомендуется:
- Тщательно планировать процесс производства.
- Использовать качественные материалы.
- Соблюдать технологию производства.
- Контролировать качество на всех этапах.
- Обеспечить правильный уход за бетоном.
- Рассмотрите возможность приобретения современной конструкции для формирования пустотных плит.
Заключение
Формирование пустотных плит – это сложный, но очень важный процесс в строительстве. Правильный выбор метода, материалов и соблюдение технологии производства обеспечивают высокое качество и долговечность конструкций. Надеемся, что данное руководство поможет вам успешно реализовать проекты с использованием пустотных плит.
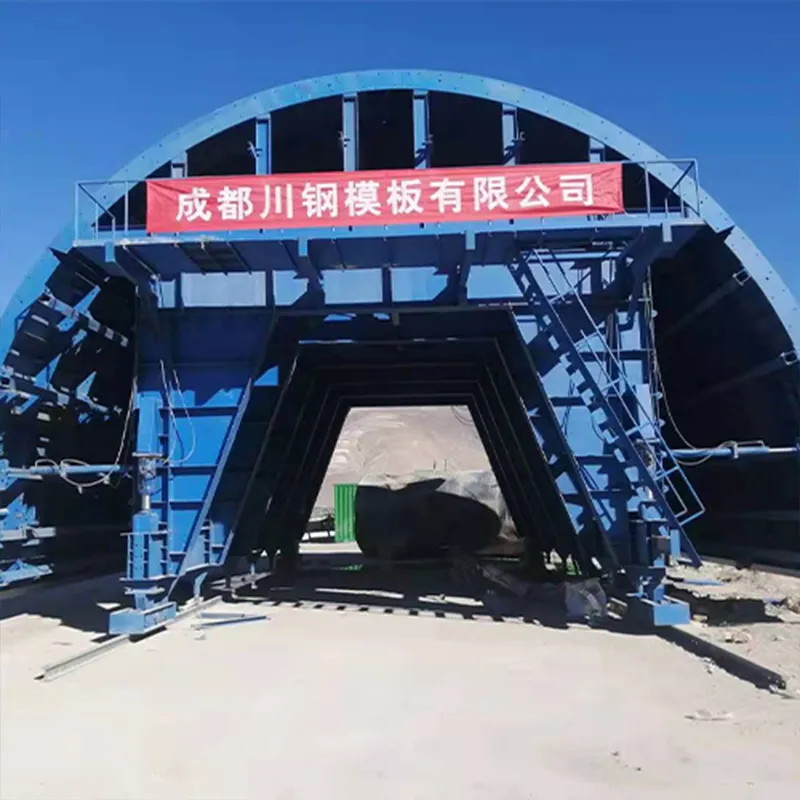
Если вам требуется надежная и эффективная опалубка, рекомендуем обратиться к ООО Чэнду Сычуаньская стальная опалубка. Мы предлагаем широкий выбор продукции, включая качественные стальные опалубки для различных строительных нужд.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Стальной клин для опалубки
- Оптовый продавец опалубки для коробчатых балок
- Высокое качество φ1400 мостовой стальной плиты формы
- Дешевые производители строительной опалубки для продажи в Крыму
- Дешевые стальные клинья для тяжелой мостовой опалубки
- Опалубка опоры
- Поставщики опалубки островков безопасности для платных дорог
- Дешевые φ600 мост стальной опалубки
- Качественная строительная опалубка в Крыму
- Производитель φ1400 плита формы моста

